 Email: edwardkang@amwii.com
Email: edwardkang@amwii.com
Email: edwardkang@amwii.com
Email: edwardkang@amwii.com
汽车减震器装配线
1). 汽车减震器装配线

A). 焊接装配单元一,包括如下设备和机械手:

| 名称 | 数量 |
| 贮油筒自动上料机 | 1 |
| 工件转90° | 1 |
| 液压托架压装机(2工位分割器转动工件进出设备) | 1 |
| 托架松配时进行CO2点焊(自动)单枪焊机 | 1 |
| 液压底盖压装机(2工位分割器转动工件进出设备) | 1 |
| 底盖自动上料机(振动盘) | 1 |
| 工件转90到压装底盖的上下料机械手臂 | 1 |
| 一个流变双个流4工位转台 | 1 |
| 底盖焊机 | 2 |
| 工件180°转台 | 1 |
| 托架上部焊机 | 2 |
| 输送链 | 1 |
| 4工位转台到托架上部焊机的上下料机械手臂 | 1 |
B). 焊接装配单元二,包括如下设备和机械手:

| 名称 | 数量 |
| 弹簧盘点焊 | 1 |
| 弹簧盘及托架下部焊接 | 1 |
| 去氧化皮机(手动) | 1 |
| 弹簧盘自动下料机械手臂 | 1 |
C). 全自动 焊渣打磨、冷却、整形、冲孔和下料包括如下设备和机械手:

| 输送链 | 1 |
| 去氧化皮机(自动) | 1 |
| 工件冷却机构 | 1 |
| 整形前托架开口预检 | 1 |
| 托架双向冲不合格的下料机械手臂 | 1 |
| 输送链 | 1 |
| 托架整形机 | 1 |
| 托架双向冲孔机 | 1 |
| 输送链到托架双向冲孔机的上下料机械手臂 | 1 |
| 输送链 | 1 |
D). 机器人焊接工作站 :

| 名称 | 数量 |
| 稳定杆支架机器人焊机 | 2 |
| 输送链 | 1 |
E). 信号支架凸焊、试漏的焊后清洗:

2). 减震器焊接装配线

汽车后减全自动工艺过程包括:储液缸上料、底盖上料、底盖压装、底盖缝焊、吊环送料、吊环凸焊、吊环加强焊、自动下料、试漏等

| 名称 | 数量 |
| 横梁伺服移动机构 | 1 |
| 机械臂上下移动机构 | 1 |
| 机械手爪 | 5 |
| 储液缸上料机 | 1 |
| 底盖上料机械手 | 1 |
| 底盖压装机 | 1 |
| 底盖缝焊机 | 1 |
| 吊环送料机械手 | 1 |
| 吊环凸焊机 | 1 |
| 吊环加强焊机 | 1 |
| 试漏机 | 1 |
3). 减震器焊接组装机

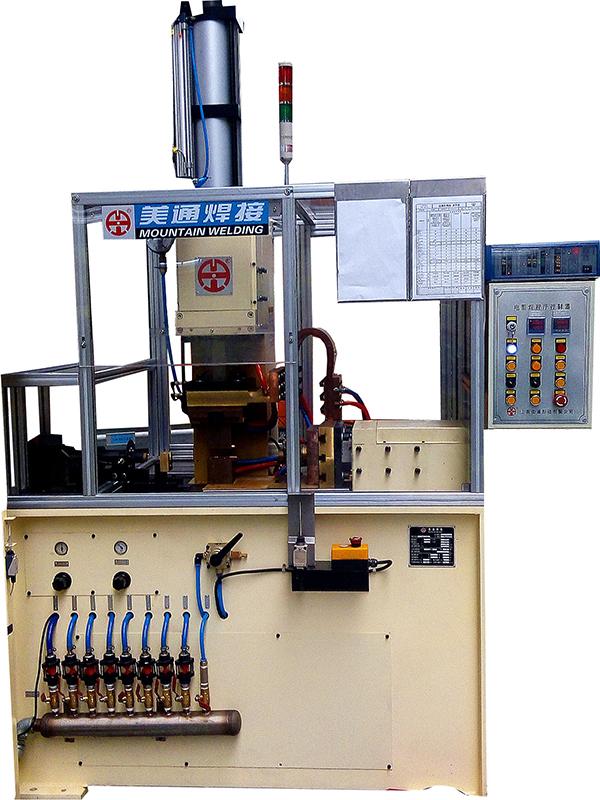
3.1.1)底部支撑凸焊机

-
技术参数:
- 容量:2吨缸
- 垂直行程:160毫米
- 喉深:350毫米
- 焊接点:12个凸点
- 功率:300 KVA
- 宫内焊接控制
- 棱柱形系统,确保加工过程中上头的移动和对齐
- 带有红色框的焊接质量控制。
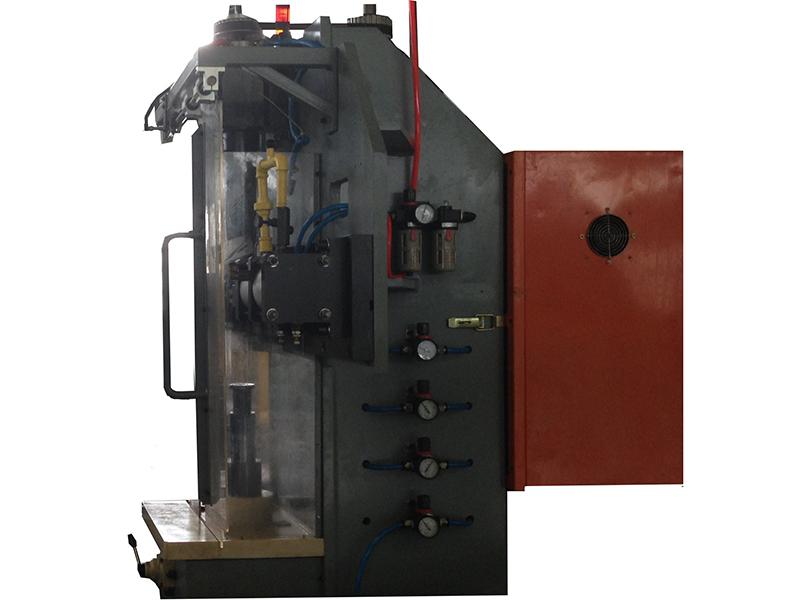
3.1.2)活塞杆、吊环、防尘罩盖凸焊机

-
技术参数:
- 容量:2吨带串联缸
- 垂直行程:120毫米
- 喉深:350毫米
- 日光:300毫米
- 功率:200 KVA
- 宫内焊接控制
- 焊接参数预设
- 棱柱形系统,以确保加工过程中上头的移动和对齐(上下移动)
- 带有红色框的焊接质量控制。
3.1.3)油管支架凸焊机

-
技术参数:
- 容量:2吨带串联油缸
- 垂直行程:120毫米
- 功率:200 KVA
- 宫内焊接控制
- 焊接参数预设
- 棱柱形系统,以确保加工过程中上头的移动和对齐(上下移动)
- 带有红色框的焊接质量控制。
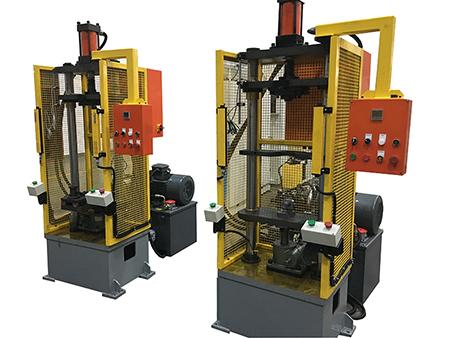
3.1.4)活塞杆水平凸焊机
-
技术参数:
- 容量:1.5吨缸
- 水平行程:120毫米
- 功率:200 KVA
- 宫内焊接控制
- 焊接参数预设
- 棱柱形系统,以确保加工过程中上头的移动和对齐(上下移动)
- RED盒焊接质量控制
3.2.1)活塞杆、限为环点焊机

-
技术参数:
- 容量:600Kg缸
- 垂直行程:100毫米
- 功率:100 KVA
- 宫内焊接控制
- 焊接参数预设
- RED盒焊接质量控制
3.2.2)活塞杆限为环4点焊机

-
技术参数:
- 容量:600Kg缸
- 垂直行程:100毫米
- 功率:100 KVA
- 宫内焊接控制
- 焊接参数预设
- RED盒焊接质量控制
3.3.1)上缝缝焊机

-
技术参数:
- 额定容量:200 KVA
- 电极力:3900 KN
- 减震器直径:30—80毫米
- 减震器长度:100—500毫米
- 垂直夹紧力:6000 KN
- 宫内焊接控制
- 带有Ag(99.99%)接触器的接缝电极头
- RED盒焊接质量控制
3.3.2)半自动上缝焊机

-
技术参数:
- 额定容量:200 KVA
- 电极力:3900 KN
- 减震器直径:30—80毫米
- 减震器长度:100—500毫米
- 垂直夹紧力:6000 KN
- 六个索引表,带装卸位置
- 宫内焊接控制
- 带有Ag(99.99%)接触器的电极头
- RED盒焊接质量控制
3.3.3)半自动下缝焊机

-
技术参数:
- 额定容量:200 KVA
- 电极力:3900 KN
- 减震器直径:30—80毫米
- 减震器长度:100—500毫米
- 垂直夹紧力:6000 KN
- 六个索引表,带装卸位置
- 宫内焊接控制
- 带有Ag(99.99%)接触器的电极头
- RED盒焊接质量控制
3.4.1)双炬MAG 焊接机

-
技术参数:
- 气体:-混合气体保护焊:83%Ar和17%CO2
- 电线:-电线直径:1,0或1,2毫米
- 送丝机和焊接电源– Panasonic或Lincoln
- 割炬:-数量:2割炬的
- 调节:在三个轴(x,y和z)上的调节
- 焊炬–Panasonic / BINZEL
- 割炬支撑
坚固,耐用且精确的结构
割炬的轻松定位系统调节 - 齿轮箱
受保护的球形滚子可滑动移动
比例阀可控制工装台的移动 - 程序
计数器零件程序;
零件程序
提醒操作员进行焊枪清洁和更换的
程序红色开关程序警告焊接异常和报警 - 工具:-供应商将提供工具
提供2个大的侧向门窗,便于操作员进入
3.4.2)单炬MAG焊接机

3.5.1)前减震器充气封口机

| 上部调节机构 | 300 | mm |
| 最大合模力 | 12000 | Lbs. |
| 上轴转速 | 180 | rpm |
| 装卸 | 手动 | |
| 总功率 | 15 | KW |
| 外形尺寸 | 1800x1100x2300 | mm |
| 重量 | 3600 | Kg |
| PLC | 西门子 |
气体填充和轨道自旋同时关闭
较低的基准上升速度由伺服阀控制关闭负荷,公转和气体压力可以控制并显示在屏幕上
3.5.2)后减震器封口机

| 上部调节机构 | 80 mm | |
| 最大合模力 | 6000 Lbs. | |
| 上轴转速 | 500 rpm | |
| 总功率 | 15 KW | |
| 减震直径 | 40-60mm | |
| 壁厚 | 2mm | |
| 减震长度 | 300-940mm | |
| 封口力 | 6000lb | |
| 工作节拍 | 7 Second | |
| 外形尺寸 | 1500x1300x2300 mm | |
| 重量 | 2600 Kg | |
 3.6.1) 压装机
3.6.1) 压装机 3.6.2)储液缸成型机
3.6.2)储液缸成型机




| 进给总行程 | 80 mm | |
| 切削进给行程离 | 0-30 mm | |
| 钻头转速 | 2600 rpm@ 50Hz | |
| 总功率 | 3.3 KW | |
| 最大钻孔直径(钢) | 3.5 mm | |
| 工作节拍3 Second | ||
| 上下料 | 自动 | |
| 尺寸 | 3600Kg | |
留言




-
地址:
四川省成都经济技术开发区(龙泉驿区)南三路117号 -
Email:
edwardkang@amwii.com - WhatsApp:
+1 6266988066